.png?width=200&height=85&name=Rectangle%20(1).png)
Healthcare Storage Solutions That Support Patient Care
Sterile, Secure, and Smart Systems for Hospitals, Pharmacies, Labs, and More.
Healthcare Solutions
Storage Designed for the Demands of Healthcare

Donnegan Systems delivers storage solutions that help healthcare facilities run safely, efficiently, and compliantly. From sterile surgical supply rooms to high-volume pharmacies and clinical labs, our systems are built to optimize workflows, protect critical supplies, and meet the evolving needs of patient care environments.
We help healthcare facilities optimize:
- Sterile processing and OR storage for instruments and supplies
- Pharmacy storage with secure, organized access
- Lab and cold storage solutions for sensitive materials
- High-density mobile shelving systems to maximize space
- Modular bin systems for efficient supply management
- Casework and workstations for clinical and support areas
Key Features
Advanced Solutions for Specialized Healthcare Needs

Weighted IdentiBins™ for Inventory Control
Weighted IdentiBins™ use built-in scales to track supply usage in real time, giving healthcare teams accurate visibility into inventory levels without manual counts. As items are removed, bin weight is continuously monitored to ensure supplies stay within preset PAR levels. The system supports automated replenishment, reduces stockouts and overstocking, and helps facilities maintain lean, just-in-time inventory while freeing clinical staff to focus on patient care.

Pharmaceutical Manufacturing Storage
From raw materials to finished products, we provide secure, high-density storage solutions for pharmaceutical manufacturing environments. Mobile shelving, controlled-access storage, and modular bin systems help maintain strict inventory control, safety protocols, and efficient workflows while supporting compliance in regulated production settings. Built to adapt as needs change, these systems maximize space, improve visibility, and keep critical materials organized throughout the manufacturing process using proven solutions.

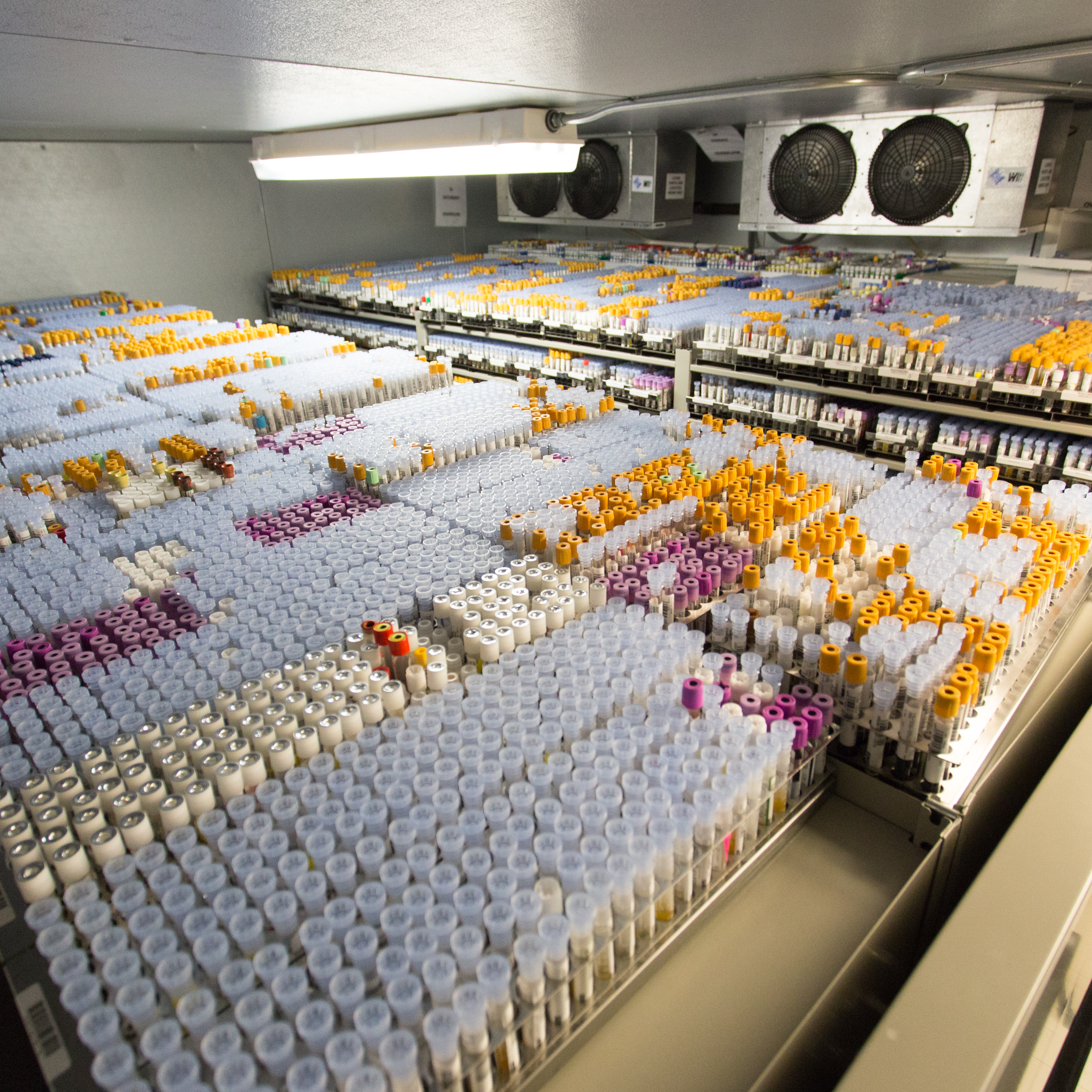
Cold Storage and Freezer Applications
We provide space-efficient cold storage systems engineered for clinical, pharmaceutical, and research environments. Mobile shelving, stainless steel racking, and temperature-compatible cabinets are designed for continuous operation inside walk-in coolers and freezers, supporting consistent airflow, load stability, and reliable access to temperature-sensitive materials. Configurations are tailored to equipment loads, clearance requirements, and environmental conditions to ensure long-term performance in cold storage applications using proven systems.
Weighted IdentiBins™ for Inventory Control
Weighted IdentiBins™ use built-in scales to track supply usage in real time, giving healthcare teams accurate visibility into inventory levels without manual counts. As items are removed, bin weight is continuously monitored to ensure supplies stay within preset PAR levels. The system supports automated replenishment, reduces stockouts and overstocking, and helps facilities maintain lean, just-in-time inventory while freeing clinical staff to focus on patient care.
Pharmaceutical Manufacturing Storage
From raw materials to finished products, we provide secure, high-density storage solutions for pharmaceutical manufacturing environments. Mobile shelving, controlled-access storage, and modular bin systems help maintain strict inventory control, safety protocols, and efficient workflows while supporting compliance in regulated production settings. Built to adapt as needs change, these systems maximize space, improve visibility, and keep critical materials organized throughout the manufacturing process using proven solutions.
Cold Storage and Freezer Applications
We provide space-efficient cold storage systems engineered for clinical, pharmaceutical, and research environments. Mobile shelving, stainless steel racking, and temperature-compatible cabinets are designed for continuous operation inside walk-in coolers and freezers, supporting consistent airflow, load stability, and reliable access to temperature-sensitive materials. Configurations are tailored to equipment loads, clearance requirements, and environmental conditions to ensure long-term performance in cold storage applications using proven systems.













contact us
Looking for more info? We are happy to help.

